Виливки для вітряків вітроенергетики та лиття металу для машинобудування. Литые детали редуктора, лопасти, ступица, вал.
Виливки для вітряків вітроенергетики та лиття металу для машинобудування
В інституті ФТІМС НАН України відпрацьовано технологію лиття за моделями, що газифікуються (ЛГМ), корпусних виливків вітряків для вітроенергетики, а також інших виливків для машинобудування.
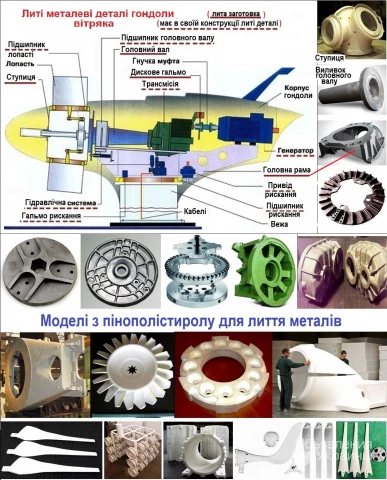
Пінополістирольні моделі, згідно ЛГМ-процесу, для крупних виливків дрібних і середніх серій виготовляють на фрезерних станках з ЧПУ або за шаблонами, вирізаючи складові моделі на спеціальних столах нагрітим ніхромовим дротом. На рис. показано типові литі деталі механічного редуктора та гідросистеми для конструкції гондоли. Собівартість виливків за ЛГМ-процесом на 20% дешевша ніж за технологією по ХТС-процесу, особливо для формувальних піщаних ХТС з органічними смолами в якості зв’язуючого. Відпрацьовано лиття крупних заготовок (до 6 тонн) за газифікованими моделями у піщані опочні форми з наливних піщано-рідкоскляних холодно-твердних сумішей. Взагалі, процес лиття металу у форми з ХТС за моделями, що газифікуються носить назву «Full-mold casting».
Показано приклади лиття лопатей для турбін та вентиляторів, литі лопаті для вітрогенераторів. Останні мають відносно більшу довжину і потребують застосування ливарних сплавів високої рідкотекучості, зокрема евтектичних сплавів системи Al-Si.
Якісні виливки відіграють основну роль у виробництві вітряних модулів. Саме литі конструкції служать для передачі енергії вітру від лопатей несучого гвинта до генератора. Такі виливки вітроенергетичної групи, як станина, корпус несучого гвинта, цапфа осі, опора несучого гвинта, а також три поворотні перехідники лопатей на підшипниках можуть становити загальною масою понад 6 тон та, як правило, виливаються із високоміцного чавуну з кулястим графітом, здатного витримати значні навантаження. Товщина стінок виливків становить 16-30 мм.
Виливки для вітряних електростанцій, а також для іншого обладнання відновлюваної енергетики мають перспективу для виготовлення в вітчизняних ливарних цехах. Активний розвиток попиту на такі виливки викликано будівництвом вітрових електростанцій в світі та Україні, що при подальшому зростанні гарантує ливарним заводам збільшення замовлень на виготовлення такого литва.
Влад. doro55v@gmail.com, т.38-066-1457832
В інституті ФТІМС НАН України відпрацьовано технологію лиття за моделями, що газифікуються (ЛГМ), корпусних виливків вітряків для вітроенергетики, а також інших виливків для машинобудування.
Пінополістирольні моделі, згідно ЛГМ-процесу, для крупних виливків дрібних і середніх серій виготовляють на фрезерних станках з ЧПУ або за шаблонами, вирізаючи складові моделі на спеціальних столах нагрітим ніхромовим дротом. На рис. показано типові литі деталі механічного редуктора та гідросистеми для конструкції гондоли. Собівартість виливків за ЛГМ-процесом на 20% дешевша ніж за технологією по ХТС-процесу, особливо для формувальних піщаних ХТС з органічними смолами в якості зв’язуючого. Відпрацьовано лиття крупних заготовок (до 6 тонн) за газифікованими моделями у піщані опочні форми з наливних піщано-рідкоскляних холодно-твердних сумішей. Взагалі, процес лиття металу у форми з ХТС за моделями, що газифікуються носить назву «Full-mold casting».
Показано приклади лиття лопатей для турбін та вентиляторів, литі лопаті для вітрогенераторів. Останні мають відносно більшу довжину і потребують застосування ливарних сплавів високої рідкотекучості, зокрема евтектичних сплавів системи Al-Si.
Якісні виливки відіграють основну роль у виробництві вітряних модулів. Саме литі конструкції служать для передачі енергії вітру від лопатей несучого гвинта до генератора. Такі виливки вітроенергетичної групи, як станина, корпус несучого гвинта, цапфа осі, опора несучого гвинта, а також три поворотні перехідники лопатей на підшипниках можуть становити загальною масою понад 6 тон та, як правило, виливаються із високоміцного чавуну з кулястим графітом, здатного витримати значні навантаження. Товщина стінок виливків становить 16-30 мм.
Виливки для вітряних електростанцій, а також для іншого обладнання відновлюваної енергетики мають перспективу для виготовлення в вітчизняних ливарних цехах. Активний розвиток попиту на такі виливки викликано будівництвом вітрових електростанцій в світі та Україні, що при подальшому зростанні гарантує ливарним заводам збільшення замовлень на виготовлення такого литва.
Влад. doro55v@gmail.com, т.38-066-1457832